Crystallisation & mineral processing
Control where crystals nucleate. Keep heat-transfer surfaces clean. Cut cycle time and lift recovery on leach and brine circuits. Same vortex platform already commercial at industrial scale. We are now at lab scale for WA minerals.
Discuss a pilotWhere mineral processing loses money
Fouling, slow leach kinetics and expensive brine recovery drain throughput and margin, often on the same circuit.
Poor nucleation control
Without control over where and when crystals form, crystallisers run long cycle times with little command of crystal size. That means low productivity, high capex and high energy use.
Encrustation & fouling
Scale and crust build on heat-transfer and crystalliser surfaces, cutting efficiency by 30-50% and forcing repairs, shortened equipment life and downtime-heavy cleaning.
Slow kinetics & costly water recovery
Leaching is throttled by mass transfer at the mineral surface, and evaporation dominates the cost of zero-liquid-discharge. Both push energy and reagent use ever higher.
Why vortex cavitation for crystallisation
The same hydrodynamic mechanism behind VORTA’s commercial crystallisation offering: nucleation and growth intensified in the bulk, with collapse kept off the walls.
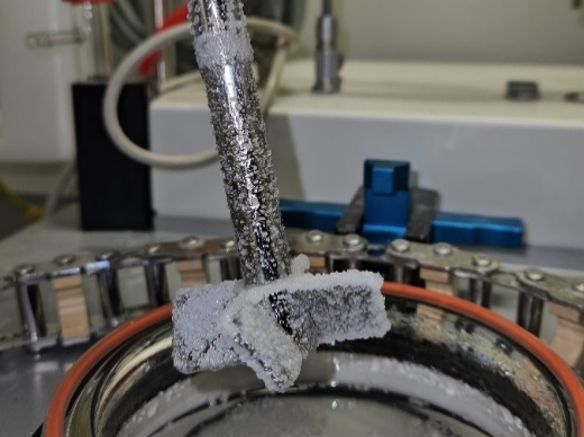
Uncontrolled wall nucleation
Crystals form on the impeller, shaft and heat-transfer surfaces. Cleaning cycles, lost efficiency and shortened equipment life follow.
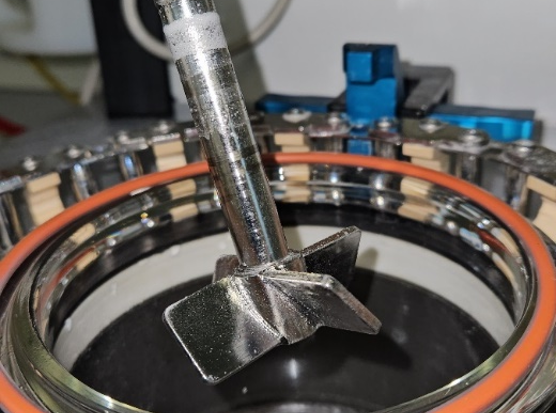
Bulk nucleation with cavitation
Nucleation shifts to the bulk and collapse stays off the walls, so surfaces stay clean and heat transfer holds up run after run.
Key advantages
Higher purity, shorter cycles, tighter crystal size, and a path from lab loops to plant throughput.
Higher crystal purity
Controlled bulk nucleation limits impurity inclusion, so the product leaving the crystalliser meets tighter purity targets.
Shorter cycle time
Accelerated nucleation and mass transfer compress residence time in batch and continuous crystallisers, lifting throughput without extra tank volume.
Uniform crystal size
Consistent shear gives a tighter crystal size distribution, which matters for filtration, downstream handling and product spec in chemicals and minerals.
Enhanced mass transfer
Intense turbulence strips boundary layers at the crystal surface, so solute reaches the growing face faster than in conventionally agitated systems.
Linear scalability
The same reactor geometry scales linearly from lab loops to plant throughput on the commercial platform, so lab gains can be pursued at production flow rates.
Lower specific energy
Hydrodynamic cavitation delivers intensification at a fraction of the energy input of mechanical agitators or orifice-based devices.
Crystallisation is already a commercial application on the founders’ platform. See VORTA crystallisation
Cavitation across the mineral circuit
The same inline vortex reactor also addresses leaching, flotation, encrustation and the energy cost of brine and ZLD recovery.
No encrustation or fouling
Because nucleation is driven in the bulk and collapse stays off the walls, heat-transfer and crystalliser surfaces stay clean. Less downtime for descaling, longer equipment life and better asset utilisation.
Leach intensification
Shockwaves and micro-jets continuously refresh the mineral surface and overcome solid-liquid diffusion limits, giving faster kinetics, higher recovery, and often less reagent per tonne.
Nanobubble mass transfer
Our new nanobubble capability floods the slurry with ultra-fine, long-lived bubbles, multiplying gas-liquid interfacial area to accelerate leaching, flotation and gas-driven reactions that are otherwise transport-limited.
Brine & ZLD water recovery
By keeping evaporative-crystalliser surfaces clean and intensifying separation, Vivarta protects heat-transfer efficiency and lowers the energy cost of recovering water from high-salinity streams.
Nanobubble generation is covered on our technology page .
Lab-validated crystallisation gains · TRL 3
- >50%
- Higher crystalliser productivity (lab, TRL 3)
- >100%
- Reduction in nucleation induction time (lab)
- Commercial
- Same platform family deployed at industrial scale
Have a mineral stream worth testing?
Send leach chemistry, brine composition or photos of a fouled crystalliser. We will scope an inline trial.